L’injection bi-matière en quelques mots

L’injection plastique bi-matière appelé aussi bi-injection est un procédé de deux moulages successifs de 2 matières thermo-plastiques différentes pour la réalisation d’une pièce plastique.
Ce procédé est utilisé lors de la réalisation de pièces :
- de 2 couleurs
- composées 2 matières différentes avec des zones rigides et des zones souples ou avec une partie technique dans une matière et une partie dans une autre matière plus appropriée à l’aspect souhaité
- rigides comportant des zones avec un effet « grip » « ou « toucher soft»
L’injection bi-matière permet de développer des fonctions d’étanchéité, avec le moulage de joints directement sur la pièce concernée, sans passer par l’étape d’assemblage. Mais elle offre aussi la possibilité de supprimer une opération, tout peut être réalisé en automatique sur la presse d’injection.
Les différents types des moules
pour injection plastique bi matière
Il existe 4 principaux types de moule bi-injection :
- Moules par transfert : La pièce est transférée manuellement ou par robot dans le même moule pour la seconde injection.
- Moulage avec plateau rotatif : Le moule en partie mobile fait une rotation de 180° pour placer le premier moulage dans l’empreinte de la deuxième matière. Cette rotation est assurée par les plateaux de la presse
- Moulage avec base rotative : C’est le même principe que le moule avec plateau rotatif mais cette fois le mécanisme de rotation est dans le moule. L’empreinte en partie mobile sort de la carcasse, tourne d’un demi-tour avant de revenir dans son logement.
- Moule à écluse ou par recule de cale : L’espace pour la seconde injection est libérée par un mouvement de noyau.
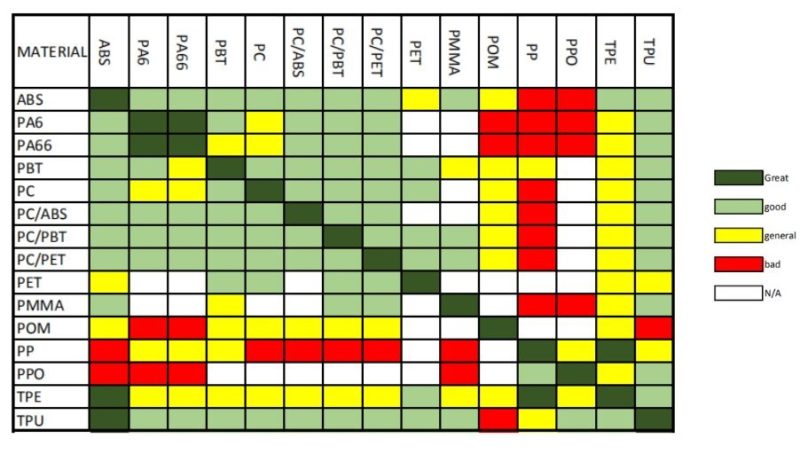
Compatibilité entre les différentes matières
Voici un tableau récapitulatif de la qualité d’adhésion entre les différentes thermoplastiques :
Les particularités des moules
pour injection plastique bi matière
La fabrication de moule bi-injection ou bi-matière nécessite une expertise en injection plastique de multi-matériaux et dans le surmoulage de plastique. Unimold en tant qu’expert de l’outillage pour injection plastique maitrise la conception du moule, mais aussi le choix des matières et les paramètres d’injection.
Les 3 principales difficultés techniques de l’injection bi-matière sont :
- la gestion du retrait : Il faut prendre en compte le retrait de la première injection et les différences dimensionnelles qui en résultent pour les fermetures. Les déformations qui découlent également du retrait doivent être maitrisées.
- la gestion des problèmes d’éventation : Pour assurer le deuxième moulage, il faut assurer une étanchéité parfaite pouvant entrainer des problèmes de bavures
- la gestion des problèmes de remplissage : La deuxième injection a lieu sur du plastique qui n’a pas beaucoup de résistance face au pression d’injection. Dans certains cas, la deuxième injection peut coucher la première injection si celle-ci est prise en sandwich dans la pièce. Il faut alors travailler l’équilibrage de l’injection ou le positionnement de l’insert.
Mécaniquement, les moules bi matières sont généralement plus difficiles à réaliser. Les portées et ajustements en seront donc plus complexes.
La fabrication des moules
pour injection plastique bi matière
Au-delà de l’expertise du mouliste injection plastique nécessaire lors de la fabrication du moule bi-injection, la fabrication de ce type d’outillage est similaire aux autres outillages pour injection plastique plus traditionnels.
Cependant, la phase d’essai peut être problématique, liée à l’existence de nombreux types de presse d’injection bi-matière. Certaines presses possèdent le deuxième fourreau à l’arrière du moule à côté du principal, d’autres à 90° sur le dessus et enfin certaines à 90° sur le côté opposé opérateur.
Chez Unimold, notre centre d’essai nous permet d’essayer les moules dans des conditions série et d’assurer les ajustements nécessaires.
Les applications principales des moules
pour injection plastique bi matière
Différenciation mécanique
La bi-injection permet d’avoir 2 matières différentes aux propriétés différentes sur la même pièce. Elle est souvent utilisée pour rajouter une partie molle ou antidérapante sur une pièce comme une poignée. La matière surmoulée est générale du SEBS ou TPU.
Sur le même principe, la bi-injection permet de rajouter un joint ou une partie d’étanchéité.


Différenciation esthétique
L’utilisation de 2 matières plastiques permet de faire une différenciation de couleurs.
La teinte de la pièce est dans la masse et ne pourra pas s’atténuer avec le temps.